
在全球制造業(yè)向智能化、高端化轉(zhuǎn)型的浪潮中,精密加工扮演著 “工業(yè)心臟” 的關(guān)鍵角色。這項以微米級甚至納米級精度為目標的制造技術(shù),通過數(shù)控加工、精密檢測、特種工藝等核心手段,將設(shè)計圖紙轉(zhuǎn)化為高精度零部件,支撐著航空航天、醫(yī)療器械、半導(dǎo)體等尖端領(lǐng)域的技術(shù)突破。其核心價值不僅在于尺寸誤差的極致控制,更在于通過材料特性與加工工藝的深度耦合,實現(xiàn)功能部件的性能躍升。本文將從技術(shù)體系、材料適配、行業(yè)趨勢等維度,解析精密加工如何成為現(xiàn)代工業(yè)升級的核心驅(qū)動力。
核心技術(shù)體系:精度控制的三層進階邏輯
精密加工的技術(shù)框架可概括為 “設(shè)備精度 — 工藝優(yōu)化 — 檢測閉環(huán)” 的三位一體模式:
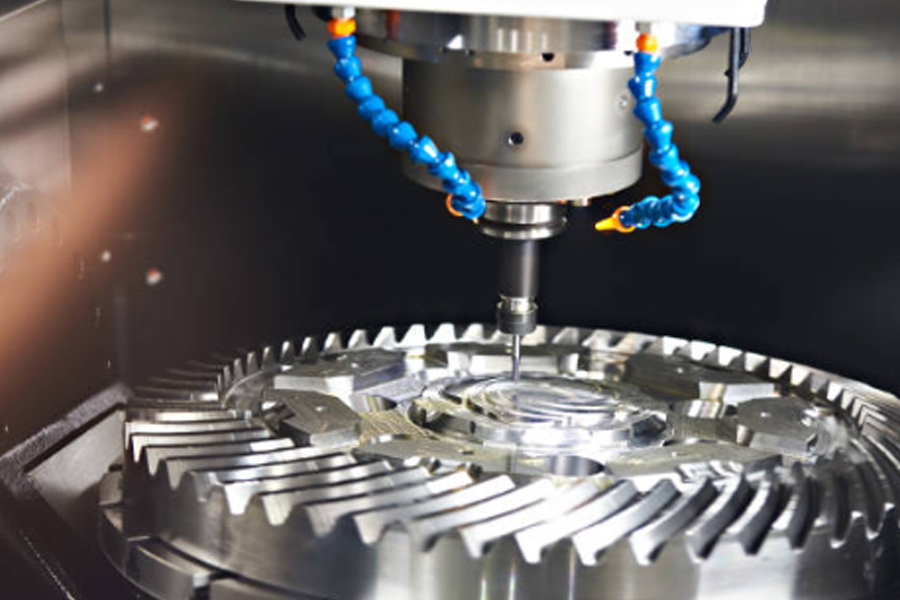
數(shù)控設(shè)備的精度基底:五軸聯(lián)動加工中心通過雙擺頭結(jié)構(gòu)實現(xiàn)多維度切削,定位精度可達 ±5μm,配合電主軸的高速運轉(zhuǎn)(轉(zhuǎn)速≥40,000rpm),可完成航空航天葉片的復(fù)雜曲面加工。慢走絲線切割機床則通過 0.02mm 直徑的電極絲,實現(xiàn)硬質(zhì)合金模具的微細加工,表面粗糙度控制在 Ra≤0.1μm。
工藝參數(shù)的智能優(yōu)化:基于材料去除率模型,通過機器學(xué)習(xí)算法動態(tài)調(diào)整切削速度、進給量與刀具角度。例如加工鈦合金時,通過降低切削熱(控制溫升≤80℃)減少材料變形,配合振動切削技術(shù)(頻率 20kHz),可將刀具壽命提升 30% 以上。這種 “經(jīng)驗工藝” 向 “數(shù)據(jù)工藝” 的轉(zhuǎn)變,正成為精度突破的核心路徑。
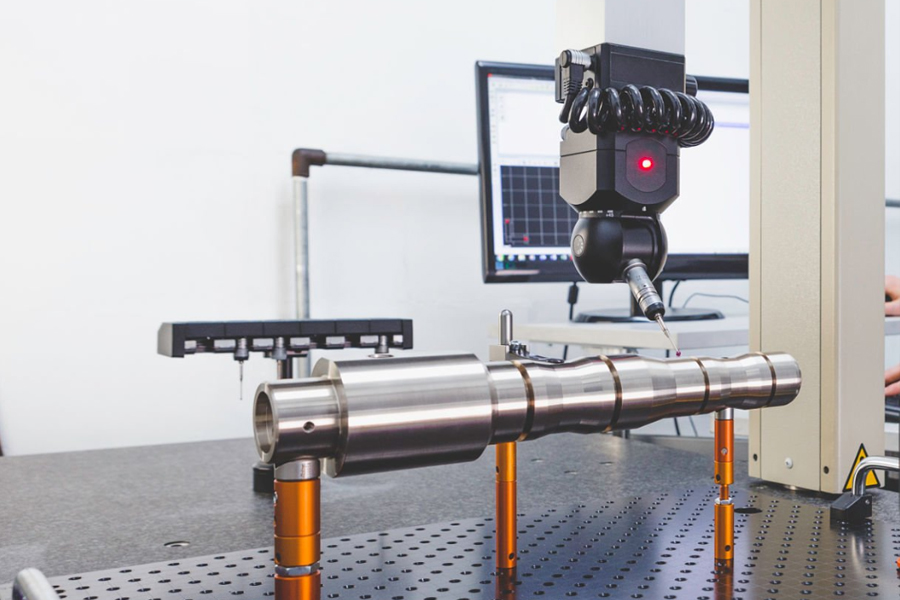
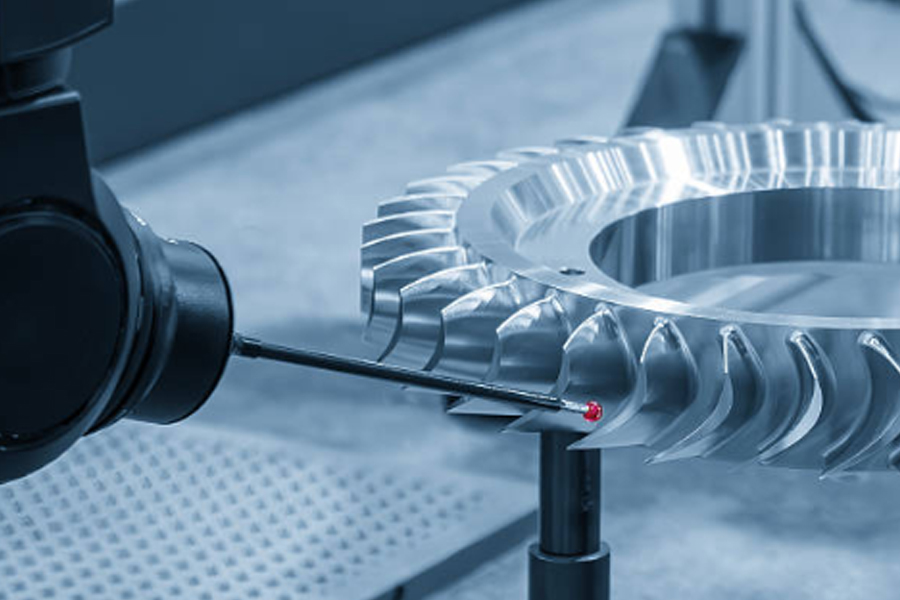
全流程檢測閉環(huán):三坐標測量機(CMM)通過紅寶石測頭實現(xiàn) 0.001mm 級的尺寸檢測,結(jié)合影像測量儀與激光掃描儀,構(gòu)建從毛坯到成品的全工序精度追溯體系。熱穩(wěn)定性補償技術(shù)的應(yīng)用,更將環(huán)境溫度變化對檢測結(jié)果的影響降低至 0.0005mm/℃。
材料特性與加工工藝的深度博弈
不同材料的物理化學(xué)特性,決定了精密加工的技術(shù)路線選擇:
高強度金屬材料(如鈦合金、高溫合金):其高硬度(≥300HB)與低導(dǎo)熱性(導(dǎo)熱系數(shù)<15W/m?K)導(dǎo)致加工時刀具磨損嚴重。解決方案包括采用金剛石涂層刀具(涂層厚度 5-10μm)、高壓冷卻系統(tǒng)(壓力≥10MPa),以及分層銑削策略(單次切削深度≤0.2mm),在保證表面精度的同時提升加工效率。
輕質(zhì)合金材料(如鋁合金、鎂合金):雖具備易成型優(yōu)勢,但低剛度(彈性模量≤70GPa)易導(dǎo)致加工變形。通過真空吸附工裝(吸附力≥50N/cm2)固定工件,配合高速切削(線速度≥2,000m/min)減少切削力,可將薄壁件(壁厚≤0.5mm)的形位公差控制在 0.05mm 以內(nèi)。
非金屬材料(如陶瓷、碳纖維復(fù)合材料):脆性斷裂與纖維分層是主要難點。激光加工技術(shù)(波長 10.6μm)通過熱燒蝕實現(xiàn)無應(yīng)力切割,超聲加工(振幅 10-50μm)則利用高頻振動破碎材料,兩種技術(shù)結(jié)合可完成 0.1mm 直徑微孔的精密加工。
行業(yè)應(yīng)用:從尖端領(lǐng)域到民生制造的精度滲透
精密加工的技術(shù)價值在不同行業(yè)呈現(xiàn)差異化落地:
航空航天:航空發(fā)動機葉片的榫頭精度(公差 ±0.002mm)直接影響氣動性能,通過電解加工與化學(xué)銑削的復(fù)合工藝,實現(xiàn)復(fù)雜型面的無毛刺加工;起落架部件的高強度螺栓孔(精度 H7 級),則依賴槍鉆技術(shù)(深徑比≥30:1)保障孔壁完整性。
醫(yī)療器械:骨科植入物的表面粗糙度(Ra≤0.2μm)與微孔結(jié)構(gòu)(孔徑 50-500μm)需通過電火花加工與電化學(xué)拋光結(jié)合實現(xiàn),確保骨細胞附著與生長;醫(yī)用內(nèi)窺鏡鏡頭的光學(xué)鏡片(面形精度 λ/10),則依賴磁流變拋光技術(shù)達成納米級表面精度。
消費電子:智能手機攝像頭模組的微型齒輪(模數(shù)≤0.3)通過粉末冶金注塑成型,配合精密磨削(精度等級 4 級)實現(xiàn)靜音運轉(zhuǎn);5G 芯片封裝的焊球間距(≤0.4mm)則依賴視覺引導(dǎo)的微點焊技術(shù),確保電氣連接的可靠性。

行業(yè)趨勢:智能化與綠色化雙輪驅(qū)動技術(shù)變革
當(dāng)前精密加工行業(yè)正經(jīng)歷兩大核心變革:
智能化制造升級:數(shù)字孿生技術(shù)的應(yīng)用使加工過程可在虛擬空間預(yù)演,通過實時采集機床振動、溫度、電流等 300 + 參數(shù),構(gòu)建加工過程的數(shù)字鏡像,提前預(yù)警刀具磨損(預(yù)測準確率≥90%)。工業(yè)機器人與加工中心的協(xié)同作業(yè),則實現(xiàn)了 “無人化” 精密加工單元的落地,如軸承滾珠的全自動磨削生產(chǎn)線,良品率提升至 99.8% 以上。
綠色制造技術(shù)創(chuàng)新:干式切削技術(shù)通過空氣冷卻(溫度 - 50℃)替代切削液,將廢液排放降低 100%,配合可降解刀具涂層(壽命提升 20%),符合歐盟 RoHS 3.0 指令要求。能量回收系統(tǒng)的集成,使機床能耗降低 15%-20%,單位產(chǎn)值碳排放同步下降。
精密加工不僅是一項制造技術(shù),更是連接材料科學(xué)、機械工程與信息技術(shù)的創(chuàng)新樞紐。從微米級的尺寸控制到納米級的表面修飾,每一次精度突破都在重塑高端制造的可能性。隨著 “中國智造 2025” 與全球工業(yè) 4.0 的推進,這項技術(shù)正從航天航空等 “高門檻領(lǐng)域” 向更廣泛的制造業(yè)滲透,成為企業(yè)提升產(chǎn)品附加值、構(gòu)建技術(shù)壁壘的核心抓手。對于需求方而言,理解精密加工的技術(shù)邏輯,不僅能優(yōu)化供應(yīng)鏈選擇,更能通過工藝創(chuàng)新實現(xiàn)產(chǎn)品性能的跨越式提升 —— 這正是精密加工在智能制造時代的深層價值所在。
常見問題解答
Q1:精密加工的精度等級如何劃分?
A:通常以公差范圍區(qū)分:普通精度(0.1-0.01mm)、精密級(0.01-0.001mm)、超精密級(<0.001mm)。不同行業(yè)需求差異顯著,如半導(dǎo)體晶圓加工需納米級(≤10nm)精度,而一般機械零件多處于精密級范疇。
Q2:小批量生產(chǎn)是否適合精密加工?
A:是的。數(shù)控加工的柔性化優(yōu)勢(換型時間≤30 分鐘)使其在樣品試制、多品種小批量生產(chǎn)中更具性價比。通過參數(shù)化編程與模塊化工裝,可快速響應(yīng)個性化加工需求,避免傳統(tǒng)工裝定制的高成本問題。
Q3:如何選擇合適的精密加工服務(wù)商?
A:核心考察三要素:設(shè)備配置(是否具備五軸加工中心、納米級檢測設(shè)備)、工藝經(jīng)驗(是否有同類材料加工案例)、質(zhì)量體系(是否通過 IATF 16949 或 ISO 13485 認證)。建議優(yōu)先選擇具備 “加工 - 檢測 - 表面處理” 全流程能力的供應(yīng)商。
3軸與5軸CNC加工全面對比:如何根據(jù)加工需求做出最佳選擇
深入分析3軸與5軸CNC加工的技術(shù)特點、成本差異及適用場景,幫助您根據(jù)零件復(fù)雜度、精度要求及預(yù)算做出最佳加工方案選擇,提升生產(chǎn)效率。
數(shù)控加工表面處理工藝全解析:噴涂電鍍陽極氧化如何選擇
本文詳細解析噴涂、電鍍、陽極氧化三種表面處理工藝的技術(shù)特點、適用材料及行業(yè)應(yīng)用,為數(shù)控加工零件提供最佳表面處理方案選擇指南。
本文詳細對比FDM、SLS、MJF三種3D打印技術(shù)的優(yōu)缺點,提供從成本、精度、速度到適用場景的完整選擇指南,助力制造決策。

醫(yī)療零件加工精密度要求解析:從行業(yè)標準到質(zhì)量控制全指南
本文深入解析醫(yī)療零件加工的精密度要求,詳解ISO 13485等行業(yè)標準,探討精密加工技術(shù)與質(zhì)量控制方法,確保醫(yī)療器械安全性與可靠性。
CNC零件表面處理如何選?陽極氧化、噴涂、電鍍?nèi)珜Ρ?/a>
本文詳細解析CNC零件三大表面處理方法,陽極氧化的耐腐蝕性,噴涂的色彩多樣性及電鍍的耐磨性,助您根據(jù)材料特性與使用需求做出最佳選擇。

五軸CNC加工技術(shù)通過多軸聯(lián)動實現(xiàn)復(fù)雜零件高效加工,大幅提升加工精度和生產(chǎn)效率,廣泛應(yīng)用于航空航天、汽車制造及醫(yī)療器械等領(lǐng)域,助力企業(yè)降本增效。

 2025-10-09
2025-10-09
